












$16.99
In stock, ready to ship.
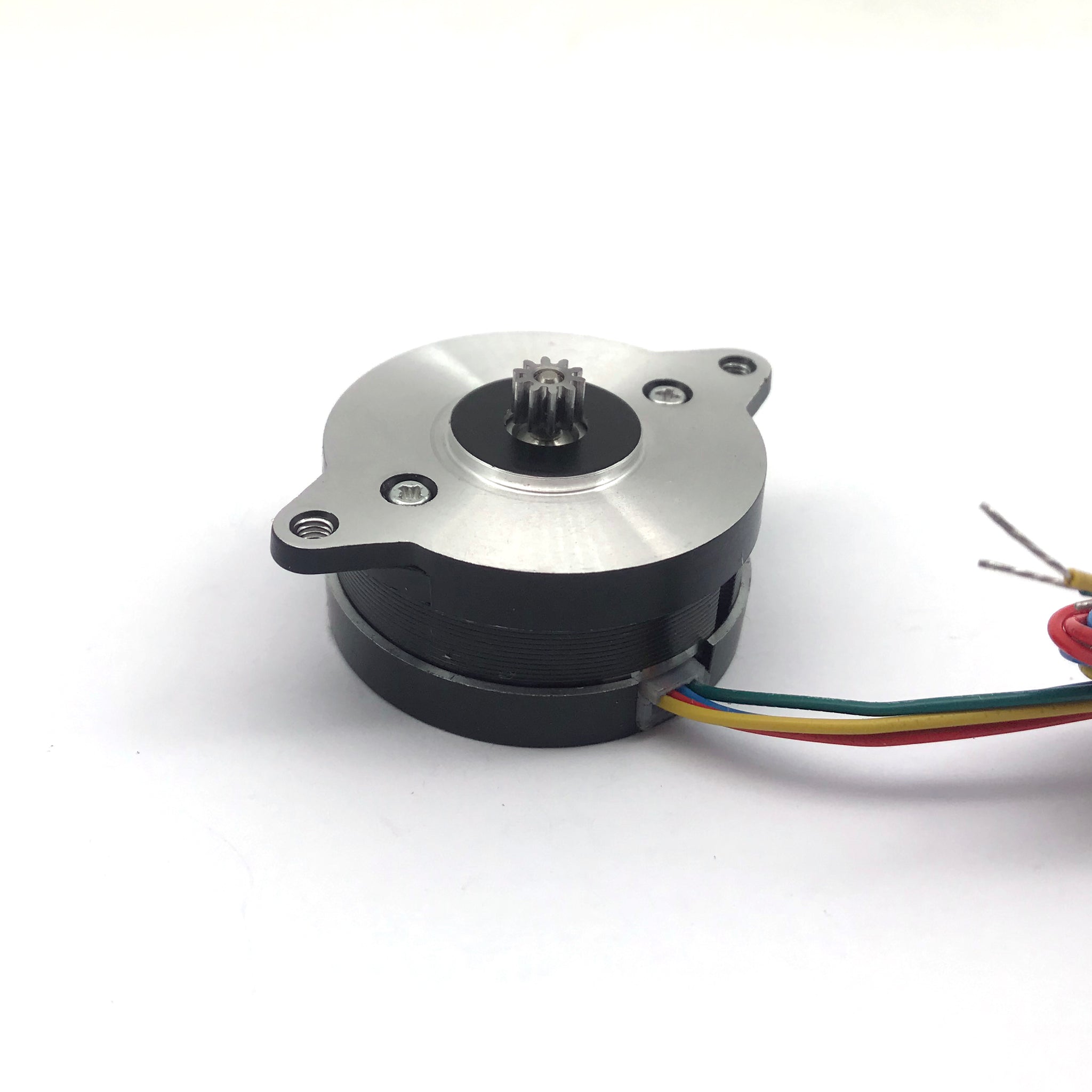
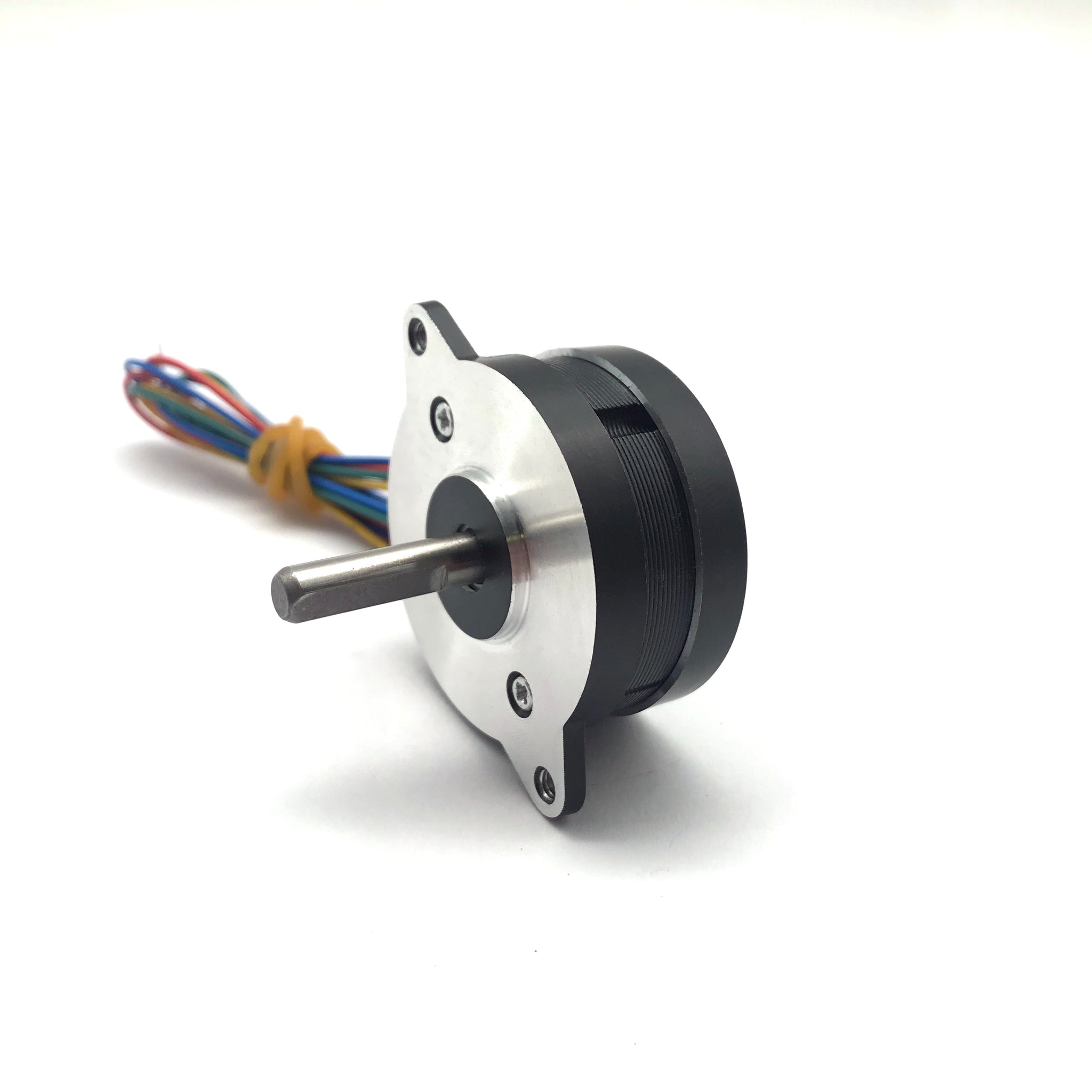
High-quality LDO stepper motors. Many different types available, see details below.
LDO-42STH48-2504MAC
LDO-42STH48-2504MAC Torque Curve
LDO-42STH48-2504AC (46mm Shaft)
LDO-42STH48-2504MAC (46mm Shaft)
LDO-42STH48-2804AC (datasheet & torque curve)
LDO-42STH48-2804AC-R (datasheet & torque curve)
LDO-42STH48-2804AH (datasheet & torque curve) (55mm datasheet & torque curve)
Stepper Motor Terminology:
Step Angle: How much of a 360deg circle each full step completes. 1.8 deg/step motors take 200 full steps to complete a revolution. .9 deg/step motors take 400 complete steps. Motors with smaller deg/step values allow for more precise motion.
Voltage: the reference voltage required to make maximum current with the indicated resistance. With chopping stepper drivers used in nearly all 3d printers, this isn’t relevant.
Current: Maximum recommended continuous (RMS) current per coil
Resistance: Rated resistance per coil
Inductance: Rated resistance to change in current – a higher inductance means the stepper driver will need to work harder to change direction/speed. Lower the inductance, the faster the motor can react (faster acceleration/jerk) as well as reduce EMF to allow for greater maximum speeds.
Holding Torque: Maximum torque motor can exert while powered. Higher is better.
Detent Torque: Torque when the motor is not energized.
# of leads: Quantity of wires you need to connect to run the motor.
Weight: lower is better if motors are on moving axis.
Winding Temp: Maximum temperature motor windings can sustain before damage.
Stepper selection recommendations:
XY: A small deg/step motor is recommended for the finest motion control. However – for users with 8-bit controllers, there may be limitations with step pulse generation on particularly fast machines as well as advanced geometries such as delta or coreXY, resulting in slower maximum speeds. If your machine uses motors to move axes that carry other motors, you may benefit from choosing lighter options to keep possible accelerations high.
Simple: 42STH48-1684AC
High Res: 42STH60-2004MAC
Z Axis: Typically, Z-axis motors are stationary, eliminating the need for z-axis motor(s) to be light. Depending on your leadscrew lead (rate of rise for one revolution) a larger step/deg motor (1.8deg/step) may be sufficient. A Single-start 2mm pitch lead screw driven by a 1.8 deg/step motor will pair a single step with .01mm of motion, resulting in very good z-axis repeatability at any layer height.
A common issue with machines that have a quad-start 2mm pitch lead screw paired with a 1.8 deg/step motor is the need for layer heights that are a multiple of step length, which in this example is .04mm/step. If commanded to a non-multiple of .04mm (for example, .3mm layer height) the tendency is to lock into a complete full step, which in this example would be .28 or .32mm, resulting in inconsistent extrusion along the height of the machine. Switching to a .9 deg/step motor would resulting in .02mm/step, significantly decreasing the likelihood of these kinds of print artifacts.
Another item to consider is the likelihood of being back-driven and losing height when unpowered. This is particularly relevant on belt-lifted Z axes, as they do not have the mechanical advantage provided by leadscrews and may be relying directly on motor output.
Recommended: 42STH48-1684AC
Extruder:
Extruder motors do not need to be the strongest motor on the machine. If your machine uses a direct-drive configuration, typically the most important consideration is the mass of the head after delivered torque is met.
Both 42STH40-1004ASR and 42STH25-1404MAC make good choices for extruder motors. -1004ASR has significantly more available torque (4.8kg-cm vs 1.8) compared to -1404MAC, but comes in a larger body (40mm long vs 26) and weighs nearly double (.28 vs .15kg). For direct drive systems, 1404MAC may be the correct choice to reduce the flying mass; and for Bowden systems, the mass of the motor isn’t a downside and can potentially use the increased driving power from -1004ASR.













{kind=link}